| 苏春湖 2021-12-30 17:12 回答了问题 |  1227 1227 | |
| 2021-10-27 14:10 - 牵丝 | |||
| 请问大神,无溶剂复合,收卷总是滑出来, 产品阴阳袋,复第一层的时候没有滑出来,复第二层的时候收卷总是滑出来,产品结构:第一层复,印刷膜opp复PET镀铝复PET白膜,最后一层复CPP制袋膜。然后收卷总是滑出来。 复第一层的时候上胶量是1.70 复第二层的时候上胶量是1.20 起步的时候太概只有0.80 机速300,   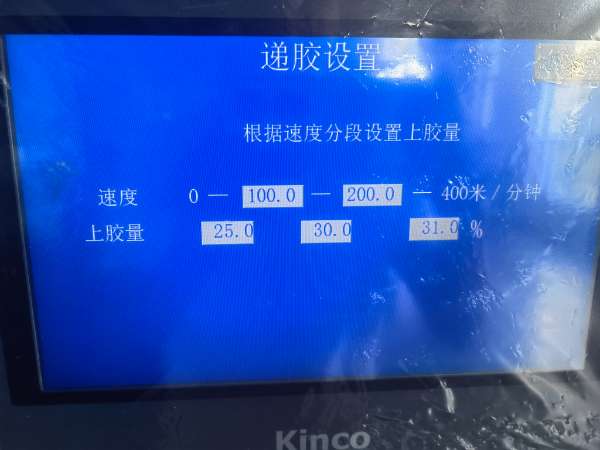  | |||
| ������:可以试试加大锥度用大纸筒收会好些 姜:或者你可以试试反向收卷 乄飛伱☆嗼属:上胶大容易滑…调下锥度别收那么紧也没那么容易滑 还有 3 条回复点击查看... | |||
分享按钮  6 6  0 0 | |||
| うㄔ主逅悆鉎 2021-10-30 19:10 回答了问题 | 1115 | ||
| 2021-10-25 11:10 - 牵丝 | |||
今天突然出现的这种情况,就和渔网一样,有没有大神能帮忙看看这是什么原因造成的 | |||
| うㄔ主逅悆鉎 回复 无语:不是,是出问题才退出来的 うㄔ主逅悆鉎 回复 安徽精乐plastic:应该是,出问题的料是地面一层的 BOPP薄膜@李13777343357:原料问题,熔体过高 还有 4 条回复点击查看... | |||
| 分享按钮 7 0 | |||
| ? 2023-04-29 18:04 回答了问题 | 500 | ||
| 2021-10-23 13:10 - 牵丝 | |||
| 大神些有谁知道pet复pet氧化铝,总是有些水煮过后会脱层。胶水用的是普思瑞528。配比20比4.8比10公斤溶剂。 | |||
| 游客1682764890:请教一下,你们做氧化铝产品,是印刷氧化铝,还是印刷pa? 木:先分析是不是氧化铝镀层脱了。佛山正一有做耐蒸煮的aloxpet牌号 蔡文丹:底膜多厚 还有 7 条回复点击查看... | |||
| 分享按钮 10 0 | |||
| ? 2021-10-24 20:10 回答了问题 | 21 | ||
| 2021-10-23 13:10 - 牵丝 | |||
| 大神些有谁知道pet复pet氧化铝,总是有些水煮过后会脱层。胶水用的是普思瑞528。配比20比4.8比10公斤溶剂。 | |||
| 天行健( 赛亚孙新朋):是脱层还是镀铝转移。如果是脱层就看看胶水是否耐水煮。如果是镀铝转移就有可能是胶水偏硬,在镀铝膜加温时,铝与塑料因材料热胀延伸不同,造成破坏,引起镀铝转移。胶体柔软一些的可以减少转移的可行性。这款胶水我... | |||
| 分享按钮 1 1 | |||
| 李传生 2021-10-26 10:10 回答了问题 | 683 | ||
| 2021-10-22 09:10 - 牵丝 | |||
这种cpe贴体膜,使用无溶剂复合,制袋总是不开口,有什么解决的方案吗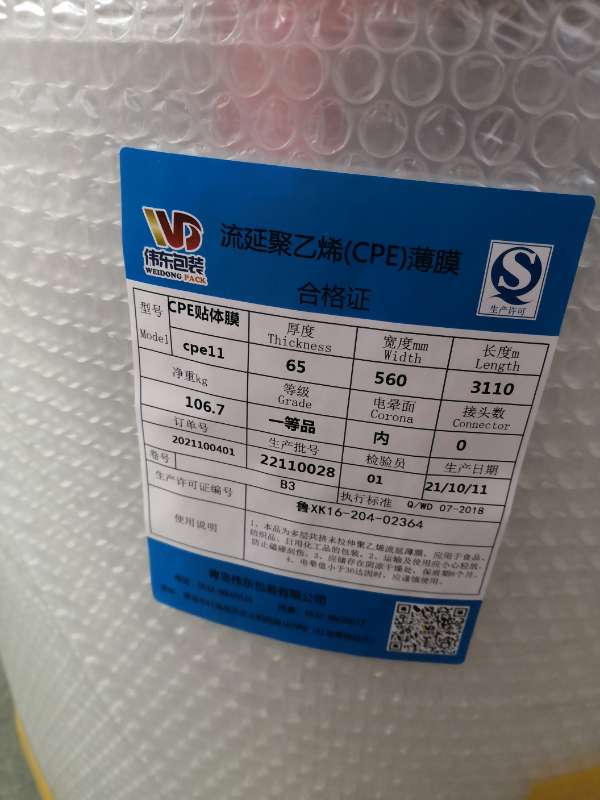 | |||
| 心疼你的*心疼%:用我们家的cpe贴体膜开口13400176745 心疼你的*心疼%:用我们家的贴体膜开口13400176745 斐:这种情况一般都是CPE的问题,如果不开口的袋子用气枪吃下,看吹开以后还是否存在不开口的情况,如果吹开以后开口正常了,就是开口剂的问题,如果吹开后以后袋子又不开口了,应该是爽滑剂的问题。 还有 7 条回复点击查看... | |||
| 分享按钮 10 0 | |||
| 王华中 2021-10-27 12:10 回答了问题 | 44 | ||
| 2021-10-21 19:10 - 牵丝 | |||
| 请教各位大神,干复机一停机再开机就跑偏,调水平导辊也不行,是所有膜,张力加大也不行 | |||
| 食品包装(姜旭东): 什么膜都跑偏,应该是上胶量太大加上上胶压辊气压过大, 你试一下尽量把上胶压辊气压调小,只要不影响上胶就行。应该能解决你这个问题😁 笑看红尘,淡写流年:哄箱里的岛棍转速与机速不同步,试着拆掉同步皮带(链条) | |||
| 分享按钮 2 1 | |||
| 王华中 2021-11-30 12:11 回答了问题 | 17 | ||
| 2021-10-21 19:10 - 牵丝 | |||
| 请教各位大神,干复机一停机再开机就跑偏,调水平导辊也不行,是所有膜,张力加大也不行 | |||
| 游客1638246728:过涂胶棍前的导棍看看是否有磨损 😐:上胶看看 | |||
| 分享按钮 2 0 | |||
 | 2021-11-04 11:11 回答了问题 | 1108 | |
| 2021-10-17 21:10 - 牵丝 | |||
pe复合pe,熟化后变炮筒,材料是常规材料,没有特别定制。这种现象主要问题在哪里?是材料还是工艺?张力控制?熟化温度38-48。 | |||
| 谢健刚:pe/pe结构产品,pe收缩比大所以收卷张力要适当降低,并复合下机后自然熟化12小时后进熟化室,可以解决此问题! 心疼你的*心疼%:用流延cpe膜就行了13400176745 跟党走:张力锥度上胶量材料厚薄不均都有关系 还有 13 条回复点击查看... | |||
| 分享按钮 16 0 | |||
| A肖 2023-05-14 14:05 回答了问题 | 1374 | ||
| 2021-10-15 18:10 - 牵丝 | |||
这种情况我想问问各位无溶剂大师傅们!机器诺德美克,材料bopa/AL/cpp底料,每卷膜卷底都这样空心的,或者一加速就也是这样。上较量1.15左右。张力从100搞到160了,锥度40到20都试过,还是这样。想问问各位什么原因?我自己感觉是收卷那根导辊有问题。和张力关系不大了   | |||
| 回复 A肖:您好,请问张力N跟公斤有什么差别 老四:收卷张力小了,开机直接开到要调的速度,中间最好不要加减速度。 小坏蛋:收料压辊压力加大 还有 4 条回复点击查看... | |||
| 分享按钮 7 0 | |||
 | 梁开阳 2021-10-24 21:10 回答了问题 | 526 | |
| 2021-10-12 11:10 - 牵丝 | |||
| 无溶剂opp复合cpp镀铝强度低,镀铝层转移,我们用康达的胶水,胶水配比100:80,有什么好的方法或者建议吗?求各位大神支支招!! | |||
| 天行健( 赛亚孙新朋):这种结构目前为止干复胶相对稳定点,水性胶最稳定。无溶剂胶水普遍偏硬,客易出现镀铝转移现象。这和材质有关系,镀铝CPP的层间强度出厂时也大概在1.2-1.5N,复合后因热涨冷缩,铝和塑料的廷伸不同,造成... 勇往直前:康达胶水做镀铝效果不好容易镀铝转移,你可以用回天8829 木 回复 A:)老丶F:多谢,学到了,胶水方面的含量成分还得跟胶水厂家多学习学习,能加个联系方式吗? 还有 6 条回复点击查看... | |||
| 分享按钮 9 0 | |||
| 李传生 2021-10-28 16:10 回答了问题 | 813 | ||
| 2021-10-11 17:10 - 牵丝 | |||
无溶剂pet复pet阴阳铝,上胶量1.8复完之后有胶点,图案透明窗处严重,请问各位大神哪里出了问题   | |||
| 嘿,抬头:1.8的上胶量真的不大吗? 难得糊涂:正常现象,熟化后就好了 A:)老丶F:检查导辊压辊是否有异物;复合压辊压力值调到0.5mpa。 复合钢棍温度调到47℃。(后面水箱) | |||
| 分享按钮 3 0 | |||
| 无名 2021-10-24 21:10 回答了问题 | 1267 | ||
| 2021-10-09 11:10 - 牵丝 | |||
复合后无此问题,熟化后出现,请问各位大神什么原因引起的 | |||
| 天行健( 赛亚孙新朋):看起来像胶水收缩形成气泡。 木:什么结构?什么工艺复合的 刘庆永:还有可能是材料的问题 还有 4 条回复点击查看... | |||
| 分享按钮 7 0 | |||
| A肖 2023-05-01 21:05 回答了问题 | 1399 | ||
| 2021-10-08 10:10 - 牵丝 | |||
机器诺德美克,张力锥度什么都试过了还是这种打皱,空心咋回事?   | |||
| 未设置姓名:纸管打滑 PC1634630047:张力没调好 春风三拂:如果觉得我分析的有一定原理,不清楚的可以私信我,具体问题具体分析,希望对你有帮助。 还有 8 条回复点击查看... | |||
| 分享按钮 11 0 | |||
| ღ᭄素念ღ 2021-10-08 11:10 回答了问题 | 44 | ||
| 2021-10-07 20:10 - 牵丝 | |||
| 请教一下大师们,我现在做的产品,Pet1.2/Pa1.5/柔软Rcpp8.5的三层高温蒸煮袋,袋子做出来偏硬,客户在使用过程中,反馈过来的信息有,袋子装好食品杀过菌之后,隔一段时间就会出现慢性漏气现象,请问下各位大神们,这类现象该从哪里解决 | |||
| 难得糊涂:蒸煮cpp越厚材料越硬,你这上胶量多少?漏气有可能在杀菌过程中出现脱层,也有可能制袋哪里没有封好, | |||
| 分享按钮 1 0 | |||
 | 游客1633492355 2021-10-07 13:10 回答了问题 | 20 | |
| 2021-10-06 11:10 - 牵丝 | |||
| 铝箔高温蒸煮袋在装上食品经过杀菌锅后出现尼龙和铝箔之间脱层的现象,且脱层后的铝箔局部出现焦糊的痕迹,铝箔与cpp之间的牢度没有丝毫问题,哪位大师帮忙分析一下,提前感谢 | |||
| 冬天的雪:把蒸煮胶水换成135℃,或再偏高的应该好些了 | |||
| 分享按钮 1 0 | |||
| 苏春湖 2021-10-06 10:10 回答了问题 | 6 | |
| 2021-10-06 07:10 - 牵丝 | |||
| 蒸煮袋的,胶水,如何调配? 复合尼龙袋,要注意那些问题? 那种常温袋 | |||
| 小苹果:不同厂家胶水型号配比都不一样,见意你问你们的胶水供应商及售后技术 | |||
| 分享按钮 1 0 | |||
| A肖 2021-10-08 10:10 回答了问题 | 519 | ||
| 2021-10-05 09:10 - 牵丝 | |||
| 问问各位大师们,诺德美克无溶剂复合,不管开什么材料,收卷下面都打活皱,里面空心。锥度和张力都试过还是有,是机器问题么 | |||
| A肖 回复 街角灬:pe膜能有什么问题,请解释一下 A肖 回复 ༺痛徹吢扉༻:初始卷经180啊,大纸管 A肖 回复 怪叔叔耶:是大纸芯,诺德美克无溶剂从来不用小的 还有 5 条回复点击查看... | |||
| 分享按钮 8 0 | |||
| 重生...NL 暂无回答! | 328 | ||
| 2021-09-30 09:09 - 牵丝 | |||
Pe发泡1.5厚复pet铝箔往发泡那边翘怎么搞?   | |||
| 分享按钮 0 0 | |||
| 演~🐠 2021-09-29 13:09 回答了问题 | 672 | ||
| 2021-09-19 09:09 - 牵丝 | |||
| 求问各位大神 无溶剂pet复pe,上胶1.5 制成袋子还好好的,测试牢度都够。放十来天边压的地方脱层,其他都低又没问题。是什么原因造成的? | |||
| 旧事酒浓:一材料、二胶水本身就是有问题的都不用放十来天。三天过后就开始了。 最美地~心林:B胶量过大,或胶水质量问题。没有别的原因 劉幺么:这是胶黏剂问题。属于B组分多了导致的不耐温度 还有 8 条回复点击查看... | |||
| 分享按钮 11 0 | |||
| 兵兵有李 2021-10-13 20:10 回答了问题 | 21 | ||
| 2021-09-12 16:09 - 牵丝 | |||
| 各位师傅,pLE林膜,不均匀,怎样解决?多多指教 | |||
| うㄔ主逅悆鉎:首先放料时检查膜口放料均匀度,是不是候的地方快了,用塞尺检查膜口开度,再检查膜头加温棒有无坏掉的,最后再调整温度 兵兵有李:我们是台湾正玉模头, 游客1631869369:是淋膜不均匀吧,检查一下模口螺丝,看看有没有松动的,防止模口宽度不一样。在就是温度了,这个是主要问题,厚的地方温度可以调低5-10度。 | |||
| 分享按钮 3 0 | |||
| AEBD 暂无回答! | 28 | ||
| 2021-09-11 10:09 - 牵丝 | |||
| 专业培训无溶剂复合技术,机修,以及技术经验等,为期半月保教包会……电话15790292716韩 | |||
| 分享按钮 0 0 | |||
| A 余生 2021-09-24 09:09 回答了问题 | 594 | ||
| 2021-09-10 19:09 - 牵丝 | |||
| 无溶剂做空白尼绒料复PE高温膜总是收不齐,但是同样的材料印刷过的又没问题,是什么原因呢? | |||
| 海纳百川:刚开始涂薄点,就不会跑 A肖:可能间隙没调好,或者收卷张力与锥度不匹配 刘松:评论的什么鬼,不会开无溶机就不会开。什么膜厚度也大锥度就越小。请问你开过无溶机吗 还有 9 条回复点击查看... | |||
| 分享按钮 12 0 | |||